- Все о фаске и фаскоснимателях
- Содержание:
- Фаска: что это и зачем нужна?
- Почему необходимо выполнять снятие фаски?
- Угол снятия фаски
- Виды фасок
- Особенности процесса снятия фаски
- Способы нарезки кромки
- Что значит труба со снятой фаской
- Соединение труб с помощью сварки встык: различные виды фасок и способы их формирования
- Формирование фаски на конце трубы
- Различные типы фасок
- Механическая обработка фаски на конце труб
- Как Снимать Фаску На Трубе Болгаркой
- Подготовка кромок трубы болгаркой под просвет (фаска под просвет)
- Как резать трубу Болгаркой!Подготовка под сварку!
- Снятие фаски с труб
- Цены на снятие фаски
- Стоимость доставки
- Применение снятия фаски
- Нанесение фаски на трубы
- Технические характеристики металлических фасок
- Особенности снятия фаски с трубы
- Хранение и транспортировка
- Фаскосниматели для подготовки торцов стальных труб под сварку
- Виды фасок
- Производство
- Особенности процесса снятия фаски
- Электрические мобильные фаскосниматели
- Способы нарезки кромки
- Фаскосниматели для подготовки торцов стальных труб под сварку
- Записки мастера по ремонту трубопроводов
- Соединение с вентилями, смесителями и фильтрами
- Применение
- Свойства трубы
- Области применения
Все о фаске и фаскоснимателях


Содержание:
Фаска: что это и зачем нужна?
Фаска – это полученная специальным образом кромка на торцевой поверхности металлического листа или на стенке трубы, скошенная под определенным углом.

Основное предназначение — подготовка металлопроката к дальнейшим сварочным работам.
Почему необходимо выполнять снятие фаски?
Обработка торцов листа или стенок труб нужна для:
- Хорошего провара и надежного соединения сварочных швов
- Уменьшения времени выполнения сварочных работ
- Предотвращения травматизма сотрудников об острые углы изделия
- Упрощения предстоящего монтажа возводимой металлической конструкции
- Того, чтобы не проводить ручную шлифовку краев кромки листа или трубы
Если не выполнить снятие фаски, то в изделиях, толщина которых превышает 5 мм, со временем может разойтись сварочный шов и конструкция утратит прочность.
Угол снятия фаски
Угол снятия фаски с кромки листа или трубы выбирается исходя из конструктивных особенностей изделия или поставленной задачи по сварке. Как правило, стандартный угол фаски для металлического листового профиля составляет 45°, для труб – 37,5°.
Виды фасок
Срезать кромку с металлического проката можно тремя способами:
- Y-образным способом;
- Х-образным;
- J-образным (другое название – «рюмочная» фаска);
- Также, в технической литературе можно встретить другое буквенное обозначение: V, K и U-образная фаска.
Особенности разных видов фасок
- Наиболее распространенным способом снятия кромки на производстве является Y-образный метод и Х-образный.
- Для высокоточного сварочного шва (например, на изделиях сложной конструкции) используют фаску с криволинейной поверхностью.
- J-образная фаска выполняется с помощью специальных автоматических фаскоснимателей. Данный способ создает сварочную ванну большего объема, чем другие способы.
Другие виды разделки кромки (стыковой тип соединения со сломанным краем) на производствах используют не так часто.
Особенности процесса снятия фаски
Для нарезки кромки на металлическом изделии используют специальные агрегаты – фаскосниматели, различающиеся по методу нарезки на три вида (воздушно-пламенное, механическое и газокислородное оборудование).
Процесс нарезки кромки происходит следующим образом:
- При помощи зажимов фаскосниматель крепится к кромке листа или внутренней стороне металлической трубы.
- Далее выставляется необходимый угол заточки.
- При включении машины резцовая головка подводится к изделию и происходит процесс резания фаски.
- После окончания работы резец возвращается в исходное положение.
- После проведения нарезки фаски, рабочая поверхность изделия считается подготовленной к дальнейшим сварочным работам.
При нарезке фаски образуется сварочная емкость (ванна), где собирается горячий сварочный состав. Кромка с фаской имеет определенное притупление около 3-5 мм. Когда емкость заполняется сварочным составом, участок притупления проплавляется сам. Благодаря этому, достигается нужная герметичность шва и создается дополнительная надежность.
Способы нарезки кромки
В настоящее время на производстве используют два метода снятия кромки: термический и механический.
Механическая фаска считается самой качественной, так как данный метод выполняется на специальном оборудовании – фаскоснимательных машинах (кромкорезах), фрезерных станках, кромкоскалывателях и других приспособлениях. Преимущества данного способа состоят в следующем:
- После снятия фаски изделие сохраняет свою структуру и не теряет физико-химических свойств
- Механический способ обеспечивает высокую герметичность и надежность будущих сварочных швов
- Экономия времени.
Термический способ – фаска воздушно-плазменная и фаска газопламенная. Воздушно-плазменная нарезка кромок позволяет получить внешний вид фаски близкий к заводской (или механической фаске). Однако он требует идеально гладкой поверхности листа или труб под определенным углом. На многих производствах этот вид нарезки фаски является основным из-за экономичности и большой скорости обработки изделий. Выполняется на специальном плазморезательном оборудовании.
Газо-плазменная нарезка фаски не требует особых условий выполнения и характеризуется невысокой стоимостью. Но качество среза ниже, чем при механическом способе или воздушно-пламенном. Часто такая нарезка фаски требует дополнительной механической обработки. Такой способ применяют для кустарной обработки труб бывших в употреблении. Применяя термический способ нарезки фаски (газо-плазменную и воздушно-плазменную нарезку фаски), в металлическом изделии из-за перегрева появляется участок с измененными физическими и химическими свойствами (зона термовлияния). Это негативно сказывается на герметичности и надежности будущих сварочных швов и на прочности самой конструкции.
Механическое снятие фаски сохраняет свойства изделия и не влияет на качество будущих сварочных работ. Механический способ снятия фаски является своего рода гарантом качества обработки металлических изделий перед сварочными работами. Единственным «минусом» данного метода является высокая стоимость агрегатов и трудоемкость работ.
Узнать стоимость механических фаскоснимателей можно по телефонам ☎ 8-800-555-95-28
Источник
Что значит труба со снятой фаской
Соединение труб с помощью сварки встык: различные виды фасок и способы их формирования
При сварке деталей большой толщины (плит и труб) требуется сварной шов, превышающий общую толщину детали, с целью гарантии механической целостности узла.
Для того, чтобы этого достичь, перед тем,как приварить друг к другу элементы, которые должны быть соединены, на их торцевых поверхностях сначала обрабатывается фаска.
Сварка труб встык обладает спецификой в той степени, насколько сварщик может не иметь полного доступа к внутренней поверхности стыка. В связи с этим, все операции по подготовке к сварке приходится выполнять с наружной стороны поверхности трубы. По этой причине соответствующим образом должны быть обработаны края.
Все стандарты сварки (ASME, AWS, ISO, EN и т.д.) в общих чертах содержат указания по обработке, которыми необходимо руководствоваться в зависимости от геометрии фасок. Данная статья содержит описание подготовительных операций, наиболее часто встречающихся в промышленности, в зависимости от толщины стенки трубы, подлежащей обработке.
Формирование фаски на конце трубы

1. СНЯТИЕ ФАСКИ

Cнятие фаски — это операция по созданию плоской поверхности под определенным углом на конце трубы. Проход, создаваемый в результате выполнения операции по снятию фаски, предоставляет сварщику доступ ко всей толщине стенки трубы и позволяет ему выполнить однородный сварной шов, гарантирующий механическую целостность узла. Корневой проход делается на основании фасок и формирует основу для заполнения угла разделки кромок, образованных двумя фасками для последующих сварочных проходов.
2. ПОДРЕЗКА ТОРЦА

Обработка торцевой поверхности — термин, используемый для обозначения операции по созданию узкой фаски, состоящей из формирования плоской поверхности на конце трубы. Правильная обточка торца облегчает линейную укладку труб перед сваркой и способствует формированию зазора неизменной величины между свариваемыми кромками. Эти два параметра имеют особенное значение для сохранения правильной сварочной ванны и для гарантии того, что корневой проход полностью проникает в сварочный шов.
3. ВНУТРЕННЕЕ РАСТАЧИВАНИЕ

Допуски при производстве труб могут привести к варьирующимся толщинам по длине окружности трубы. Это, в свою очередь, может привести к варьирующейся толщине притупления кромки во время выполнения операции по формированию фаски. Это, как правило, является основанием для рекомендации выполнения операции по внутреннему растачиванию при сварочных работах.
Данная операция состоит из легкой механической обработки внутренней поверхности трубы для того, чтобы обеспечить постоянную ширину узкой фаски или притупления кромки по всей длине окружности трубы. Наличие узкой фаски одной ширины облегчает выполнение корневого прохода. Это имеет особенное значение при автоматизированном сварочном процессе, поскольку используемое устройство не может оценивать и выравнивать возможные отклонения узкой фаски, которые не имеют места при ручной сварке.
Различные типы фасок
1. ДИАПАЗОН ОБРАБАТЫВАЕМОЙ ТОЛЩИНЫ СТЕНОК T ≤ 3 ММ (.118”)
Если сварки встык требуют трубы со стенками, толщина которых менее 3 мм (.118″), снятие фаски на конце трубы, как правило, не требуется. Технологии дуговой сварки (111,13х,141) позволяют проникать по всей глубине трубы за одиночный проход.
При использовании техники автоматической сварки (орбитальная сварка или процесс с использованием источников энергии повышенной плотности) конец трубы должен быть облицован, чтобы границы лицевой поверхности шва были идельно перпендикулярными. В зависимости от стоящей задачи или применяемого процесса, проход между элементами будет между g=1/2t и g=0 (в особенности для процессов, в которых используются источники энергии повышенной плотности).
2. ДИАПАЗОН ОБРАБАТЫВАЕМОЙ ТОЛЩИНЫ СТЕНОК 3 ≤ T ≤ 20ММ (.787”)
В случае, если сварщик имеет доступ только с одной стороны сварного шва, требующего обработки, предварительная подготовка деталей с открытыми кромками без скоса, как правило, не обеспечивает полного проникновения свариваемого металла, когда толщина стенки обрабатываемых деталей превышает 3мм (.787″). Следовательно, должна быть сформирована фаска, чтобы сварщик мог выполнить корневой проход по дну сварного шва, который затем будет полностью заполнен за один или два дополнительных прохода.
Обычно корневой проход выполняется с применением сварочного процесса 141 для достижения максимально возможного проникновения (корневой проход используется как основа для последующих сварочных проходов). В силу экономических причин следующие проходы, называемые также «заполняющими» проходами, выполняются при помощи сварочных процессов 13х или 111 (ручная дуговая сварка покрытым электродом), которые более выгодны с точки зрения производительности (количество присаженного металла, скорость подачи и т.д.), чем процесс 141 (дуговая сварка вольфрамовым электродом в инертных газах с присадной проволокой или без нее (ВИГ).

Наиболее распространенными углами для V-образной разделки кромок являются 60° и 75° ((2×30° и 2x 37.5°) в зависимости от предложенного стандарта. Узкая фаска, как правило, требуется шириной в диапазоне 0.5 — 1.5 мм (.020 и .059). Зазор между свариваемыми элементами, которые должны быть обработаны сваркой (g) — в пределах от 0.5 до 1.5 мм (.020 и .059).

Тем не менее наболее часто запрашиваемой для этого диапазона толщины стенки трубы является подготовка с криволинейным скосом кромки (см. детали ниже). В особенности это актуально в случае использования процессов орбитальной сварки. Также это типично при сварке сплавов, таких, например, как сталь дуплекс или инконель.
3. ДИАПАЗОН ОБРАБАТЫВАЕМОЙ ТОЛЩИНЫ СТЕНОК 20 ММ (.787”) ≤ T
Если у деталей, подлежащих сварке, толщина стенки увеличивается, количество свариваемого металла, который должен быть присажен в валике, пропорционально увеличивается. Для того, чтобы избежать продолжительных и дорогостоящих сварочных операций, как с точки зрения трудозатрат, так и с точки зрения затрат сырья, подготовка сварных швов толщиной более 20 мм (.787″) осуществляется с использованием фасок, которые позволяют сократить общий объем снятой фаски.
1. Двойная V-образная разделка кромок (или сложная V-образная разделка кромок):
Первым способом сократить размер фаски является изменение угла разделки кромок. Изначальный угол в 30° или 37.5° (до 45°) комбинируется со вторым углом, обычно в диапазоне от 5° до 15°. Первый угол 30° или 37.5° должен быть сохранен, чтобы избежать слишком сильного сужения кромки и предотвратить выполнение корневого шва сварщиком.

Так же, как V-образная подготовка со скосом двух кромок, данный вид подготовки требует формирования узкой фаски шириной от 0.5 мм до 1.5 мм (.020 — .059) и величиной открытия частей (g) в диапазоне между 0.5 и 1 мм (.020 и .039″). Горячий проход для узкой фаски обычно выполняется с помощью сварочного процесса 141, и операции по заполнению — с помощью процессов 13х или 111.
Например, по сравнению с одноугловой фаской 30° (серая область плюс красная область), V-образная фаска со скосом двух кромок на 30°/5° (серая область) экономит около 20% свариваемого металла части толщиной 20мм (.787″).
Потенциальная экономия, выраженная в объеме кромки, увеличивается пропоционально толщине стенки трубы, которую необходимо приварить. Следовательно, экономия превысит 35% для трубы с толщиной стенки 30 мм (1.181″).
2. J-образная подготовка с криволинейным скосом одной кромки и двух кромок.
Второе решение, позволяющее резко сократить объем фаски и, следовательно, величину свариваемого металла при подготовке криволинейной кромки. Одноугловая J-фаска обычно состоит из угла в пределах между 5° и 20°, радиуса закругления кромки и увеличения узкой фаски (е). Последний элемент облегчает корневой проход, поскольку открывает сварщику лучший доступ к узкой фаске.

Для труб с очень толстыми стенками может быть выполнена сложная разделка с криволейным скосом кромки. Первый угол, как правило, формируется в 20°, а второй 5°.

Простая или сложная разделка с криволинейным скосом кромки приваривается обычно либо при очень небольшом, либо при нулевом раскрытии (g) между частями.
С точки зрения геометрии фаски должны быть выполнены безупречно, дабы избежать трещин и других возможных проблем. Помимо соблюдения необходимого для подобных подготовительных работ требования точности обработки, используемый станок должен быть приспособлен для скоростной обработки толстостенных труб, чтобы соответствовать требованиям производительности клиентов.
3. Подготовка к обработке узкой зоны
Вариацией такого типа фасок является подготовка к обработке узкой зоны. Ее все чаще применяют в нефтяной отрасли из-за требуемого увеличения толщины стенок труб и необходимости поддержания высокого уровня производительности. Техника ее выполнения в целом заключается в формировании простой или сложной угловой криволинейной J-фаски с минимальным возможным раскрытием. Результатом этого является существенное сокращение использованного свариваемого металла и увеличение производительности за счет сокращения времени, затрачиваемого на сварку. Для толщины стенок более 50 мм (1.968″) коэффициент продуктивности может увеличиться более, чем пятикратно, в сравнении со сварным швом с традиционной фаской.
Однако существует огромное количество ограничений применения этой техники. Два из них воздействуют непосредственно на процесс подготовки к сварке:
Во-первых, предельно точно должны контролироваться геометрия фаски и раскрытие между частями. Причиной этого является то, что раскрытие между частями не дает сварщику доступа к основанию фаски. Как результат, весь сварной шов, включая первый слой, должен выполняться с использованием автоматизированного процесса. Автоматические процессы не способны учесть ошибки в регулировке или неравномерности ширины узкой фаски, в отличие от сварщика, способного регулировать положение горелки для компенсации каких-либо недостатков геометрии в канавке.
Сорт материалов, которые должны быть обработаны сваркой, представляет собой второй фактор, который должен быть принят во внимание. Каждый тип материала обладает различными усадочными характеристиками (естественной убыли). Следовательно, геометрия фаски (угол раскрыва) должен быть изучен заранее для каждого конкретного сорта материала. Чем выше уровень усадки материала после сварки, тем больше должен быть угол раскрыва, с тем, чтобы предотвратить появление любых трещин во время затвердевания. Отклонение угла на десятые доли может оказать прямое воздействие на появление или отсутствие трещин, в особенности в случае сварке сплавов на никелевой основе.
Данные ограничения требуют длительных и дорогостоящих подготовительных проработок. Следовательно, они должны сопровождаться строго контролируемым процессом обработки фаски. Описание сварочного процесса (DMOS), создаваемое на основе предварительных исследований, требует точности до одного миллиметра (.039″) для узкой фаски, до одного градуса для угла и идеальной юстировки для частей, которые должны быть приварены, чтобы предотвратить любые возможные дефекты. Таким образом, оборудование, используемое для формирования фаски, должно гарантировать надежные многократно повторяющиеся операции по подготовке с соблюдением всех вышеуказанных условий.
Механическая обработка фаски на конце труб
Существует множество способов обработки фасок на концах труб. Подавляющее большинство из них обрабатывают вручную шлифованием или термической резкой и холодной обработкой с помощью станка. Однако именно последний процесс является единственным, способным обеспечить формирование фаски с идеальной геометрией, демонстрирующим стабильную производительную способность при одновременном сохранении свойств обрабатываемого материала.
Формирование фаски на конце труб с помощью холодной механической обработки может быть достигнуто двумя различными способами.
СТАНКИ С АКСИАЛЬНОЙ ПОДАЧЕЙ (ОСЕВЫМ ПЕРЕМЕЩЕНИЕМ).
Станки с аксиальной подачей оборудованы плитой, которая перемещается в соответствии с осью трубы. Режущие инструменты установлены в требуемом для формирования нужной геометрии фаски положении на плите. В случае необходимости формирования сложной фаски используются инструменты, имеющие форму, идентичную требуемой фаске или комбинированную из нескольких инструментов с простой геометрией. Самые эффективные станки на рынке позволяют одновременно использовать четыре инструмента. Это позволяет сформировать фаску, узкую фаску и расточенное отверстие за одну технологическую операцию.

На приведенном изображении инструменты №1 и 2 формируют сложную фаску (два инструмента могут быть использованы как единый комбинированный инструмент). Инструмент №3 обращен к узкой фаске или основанию, а инструмент №4 выполняет цилиндрическое зенкерование внутреннего диаметра трубы.
Режущие инструменты движутся параллельно оси трубы. По этой причине станки с аксиальным перемещением разработаны специально для операций по формированию фаски, они не могут разрезать обрабатываемую трубу на две отдельные части.
Пример использования: формирование фаски на конце трубы, предварительно нарезанной на элементы нужной длины.
СТАНКИ С СИСТЕМОЙ РАДИАЛЬНОГО ПЕРЕМЕЩЕНИЯ.
Станки с радиальной системой перемещения, называемые также орбитальными, в основном закрепляются на наружном диаметре обрабатываемой трубы. Инструментальная плита вращается, в то время, как труба, которая должна быть обработана, остается неподвижно зафиксированной. Режущий инструмент перемещается перпендикулярно оси трубы посредством системы механической трансмиссии.
В отличие от станков с аксиальной системой подачи, станки с радиальным перемещением выполняют операции по формированию фаски, разделяя трубу на две отдельные части. Таким образом, последние модели могут применяться также для резки труб или операций по регулировке длины.

Использование инструментов для формирования фаски (№2, простая или сложная составная форма) в сочетании с резцами (№1) позволяет одновременно, за одну технологическую операцию выполнить разделение трубы резанием на две части и подготовить ее к сварке (формирование фаски). Самые производительные станки способны резать и формировать фаску на трубе толщиной несколько десятков миллиметров всего за несколько минут.
Пример использования: Резка трубы на части необходимой длины. На обрезанных таким способом частях по время резки формируется фаска.
Как Снимать Фаску На Трубе Болгаркой

Фаской именуется поверхность изделия, которая образована при обработке проката либо трубы скосом торцевой кромки материала. Фаска нужна для подготовки кромки листов, балок и труб под сварку.
Основными видами фаски являются:
- «Газовая». Это самый дешевенький вид фаски для трубы по причине собственного низкого свойства. Но миф вид один из более всераспространенных. Данная фаска снимается с помощью машин газовой резки серии CG-11. Фаска «Газовая» вам больше понравятся выполнена и на месте поломки. Ее поверхность обычно с соответствующими желобками, образующихся от струи газа (пропан или ацетилен).
- «Плазма». Снаружи Данный вид фаски фактически ничем не отличается от «механики». Его также относится к «заводским». Фаска «Плазма» это воздушно плазменный резак, компрессор и машина плазменной резки CG2-11B, заставляющая резак двигаться строго по кругу, при выставлении точно данного угла фаски.
- «Механика». Это заводская фаска, самого наилучшего свойства. Для вырезки фаски «механики» употребляются машины серии «Мангуст» и фаскосниматели «ТТ». В торговле труб по большей части употребляется эта самая фаска по причине качественной работы фаски.
Для чего снимают фаску? При сварке заготовок происходит проплавление металла, что значит обеспечивает соединение краев между собой. Напротив толщина металла чем просто 3-5 мм, получение полного и высококачественного соединения становится затруднительным. Для получения высококачественного провара и проводится Такой вид обработки: он позволяет сделать так именуемую сварочную ванну, которая заполняется сварочным составом в ходе сварки. Принципиально держать в голове, что приготовленная под сварку кромка — это кромка с фаской и притуплением (см. набросок и обозначения к нему ниже).
Значения, приводимые в схеме слева:
Р. притупление (выделено жирным):
d. глубина фаски (глубина разделки) (катет):
w. ширина фаски (выделена жирным):
H. толщина заготовки
Притупление обычно составляет 3-5 мм; оно нужно для дополнительной гарантии надежности сварочного шва. Участок притупления в момент наполнения сварочной ванны сварочным составом проплавляется сам, соединяя таким макаром свариваемые совместно заготовки.
Виды фаски (методы разделки кромок).
Есть три главных метода разделки кромок под сварку: Y-образный, Х-образный, и J-образный. Время от времени в неких источниках они обозначаются знаками: V, K и U, соответственно. Тут и дальше вышеобозначенные методы будут обозначаться знаками: Y, X. J. В большинстве случаев проводится Y-образная разделка кромок, однако существует Х-образный метод. В особенных случаях, когда существует завышенное требование к качеству сварного шва, применяется J-образная фаска, другими словами фаска с криволинейной поверхностью (не путать с криволинейностью кромки!).
Подготовка кромок трубы болгаркой под просвет (фаска под просвет)
В этом вопросе видео я покажу как приготовить кромки трубы под просвет и внедрением болгарки.
Как резать трубу Болгаркой!Подготовка под сварку!
Тут вы наглядно увидите как просто и просто, приготовить отменно трубу под сварку.
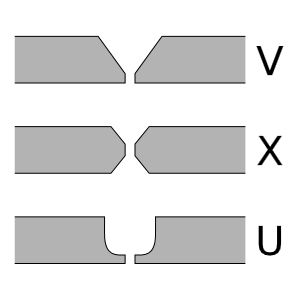
Кроме главных методов обработки кромок Y, X. J существует еще ряд разделок кромок. Они встречаются совсем не так изредка, и даже не всюду есть возможность отыскать их описание. К примеру, в ГОСТе 5264-80 описывается стыковой тип соединения со сломанным косом кромки; условное обозначение – С14.
На схемах сверху изображены несколько примеров методов обработки:
1: пример Y-образного метода снятия фаски;
4, 3, 4: примеры Х-образного метода снятия фаски;
5: Y-образная обработка торцов 2-ух труб с следующим их соединением;
J-образная фаска позволяет получить сварочную ванну большего объема, чем с Х- или Y-образной фаской. В нашей стране миф метод еще именуют «рюмочным», потому что соединение 2-ух кромок с J-образной фаской снаружи припоминает рюмку. При сравнении (набросок слева), в рюмку заходит по объему чем просто вещества (А), чем в посуду с прямолинейной поверхностью (Б).
Методы снятия фаски.
Снять фаску можно 2-мя методами: механическим и тепловым (таблица 1). Механическое снятие фаски производится при помощи фрезерных, кромкоскалывающих и кромкострогальных станков. Для теплового снятия фаски используются газорезательные машины (стационарные либо портативные), которые делают плазменную либо газокислородную резку. Но более желаемым методом является механический, потому что он позволяет исключить конфигурации физических и хим параметров материала и поэтому перегрева. Ни для кого не секрет, в период термообработки появляется так именуемая зона термовлияния. Зона термовлияния – это науглероживание кромки вследствие перегрева материала, которое усугубляет свариваемость и увеличивает хрупкость и ломкость кромки. Несмотря на все эти недочеты, тепловой метод довольно всераспространен по причине собственной простоты и скорости внедрения, и относительно низкой цены оборудования.
Тепловой метод снятия фаски
Механический метод снятия фаски
Конечно зона термовлияния, другими словами участок с модифицированными физическими и хим качествами металла.
Высочайшая трудозатратность и цена.
Отсутствует зона термовлияния, другими словами не происходят физические и хим конфигурации параметров материала.
Таблица 1. Достоинства и недочеты теплового и механического методов снятия фаски.
В таблице 1 сказано, что тепловым методом есть вариант снять фаску стремительно и недорого. Из обрисованных выше методов обработки все-же лучше механический, так как он позволяет сохранить металл от перегрева и от следующих только за этим конфигураций физических и хим параметров. В странах запада, когда, Этот расхожий слух метод именуется cold-cutting (прохладная обработка), другими словами вид обработки, где нет теплового воздействия на металл, а это означает и нет конфигураций в хим и физических свойствах металла.
1. Резка трубы машиной газовой резки CG2-11G, одновременное снятие фаски с трубы осуществляется наклоном резака под нужным углом.
4. Снятие фаски с трубы 76х6мм машиной Мангуст-2МТ
3. Снятие фаски с трубы при помощи фаскоснимателя серии ТТ, а кроме того резка трубы со снятием фаски разъемным труборезом P3-SD
Компании СПИКОМ предлагает к поставке оборудование для снятия фаски с труб и металла с применением всех вышеуказанных методов обработки (газовый, плазменный, механический).
Развальцовка является более всераспространенным методом получения крепких и герметичных соединений труб с трубными решетками (коллекторами) теплообменных аппаратов и котлов
Советы по чистке теплообменных аппаратов и котлов аппаратами ЗЕВС и TURBO
Снятие фаски с труб
Для упрощения монтажа конструктивных элементов, подготовки к сварке используется специальная фаска. Представляет собой элемент или тип поверхности трубы, образованный скосом торцевой кромки стенки.
Компания БЕТАЛЛ предоставляет услуги по снятию фаски с труб в Москве.
Внимание: Цены указанные в прайс-листе носят ориентировочный характер. Пожалуйста, уточните данные у менеджера, позвонив или отправив заявку через сайт. Всю необходимую информацию вам сообщат в кратчайшие сроки!
Цены на снятие фаски
Стоимость доставки
Выберите объем (вес в тоннах):
Точка доставки (км от МКАД):
Нужное количество машин:
Cтоимость доставки (руб):
Рассчитать Уточните информацию у логиста по телефону. Стоимость доставки в другие регионы уточняйте у менеджеров.
Применение снятия фаски
Нарезка фаски необходима для облегчения соединение труб. Этот элемент дает возможность сформировать сварочную ванну, которая заполняется сварочным составом. Используют, чтобы исключить возможность ранения при хранении, транспортировке и монтаже трубной продукции.
Нанесение фаски на трубы

Происходит двумя способами:
Стоимость нарезанных механическим способом изделий на порядок выше, их используют только в заводских условиях. Они имеют более широкую сферу применения, их задействуют в создании замкнутых трубопроводов низкого давления, для решения разных конструктивных вопросов.
Для оформления онлайн -заказа через сайт , свяжитесь с консультантом через форму обратной связи
Технические характеристики металлических фасок



Особенности снятия фаски с трубы
Отличаются по форме, подбираемой в зависимости от условий сварки. Некоторые из них имеют прямолинейную поверхность, которая позволяет получить сварочную ванну небольшой вместительности. Изделия с так называемым «рюмочным» соединением срезов вмещают больший объем сварочного вещества.
Хранение и транспортировка
Хранение и перевозка происходят в порядке, установленном ГОСТ 20295-85. Перевозка осуществляется любым транспортом при условии, что он оборудован для этого. Трубы с фасками укладывают на инвентарные щиты и прокладки ровными рядами.
Изделия хранятся на ровных очищенных площадках штабелями высотой до 2 м. Чтобы предотвратить раскатывание штабеля, по бокам устанавливают опоры.
Продажа и доставка на объект в Москве и Московской области осуществляется с использованием машин собственного автомобильного парка, железнодорожным транспортом. Возможен самовывоз со склада в Домодедово.
Фаскосниматели для подготовки торцов стальных труб под сварку

Если говорить о технологических особенностях таких приспособлений, то конструкторы предусматривают их функционирование только в соответствии с основными требованиями и правилами, предъявляемыми к данной линейке оборудования. Хотя допускаются исключения, и фаскосниматели успешно применяются при обработке труб из другого материала.
Нередко данные устройства называют кромкорезами, предназначенными для обработки внутренней фаски трубы. Ведь без нее края трубных изделий останутся неровными, а при их совмещении стык получится негерметичным.
Виды фасок
Срезать кромку с металлического проката можно тремя способами:
- Y-образным способом;
- Х-образным;
- J-образным (другое название – «рюмочная» фаска);
- Также, в технической литературе можно встретить другое буквенное обозначение: V, K и U-образная фаска
.
Особенности разных видов фасок
- Наиболее распространенным способом снятия кромки на производстве является Y-образный метод и Х-образный.
- Для высокоточного сварочного шва (например, на изделиях сложной конструкции) используют фаску с криволинейной поверхностью.
- J-образная фаска выполняется с помощью специальных автоматических фаскоснимателей. Данный способ создает сварочную ванну большего объема, чем другие способы.
Другие виды разделки кромки
(стыковой тип соединения со сломанным краем) на производствах используют не так часто.
Производство
Трубы стальные горячедеформированные бесшовные производятся из круглой в сечении заготовки — штанги.
Перед нами заготовка для бесшовной трубы. Еще не прошитая.
В общих чертах процесс изготовления выглядит так:
- Заготовка прогревается до температуры, при которой сталь становится пластичной;
- Затем на прошивном стане она превращается в полый цилиндр — гильзу;
- После этого по-прежнему раскаленная заготовка поступает в бесчисленные вальцы, где ее вытягивают и обжимают до необходимых диаметра и толщины стенок. Все это время внутри полого цилиндра гильзы остается оправка;
- На последнем этапе труба калибруется вальцами, охлаждается и нарезается на отрезки нужной длины.

Здесь видны сразу несколько этапов производства.
Важно: холоднодеформированная бесшовная стальная труба производится практически так же. Разница лишь в том, что после прошивки и перед вальцеванием она охлаждается водой. Кроме того, для нее обязательно термообработка после прокатки.
Разумеется, описание самое примитивное и общее. Детали технологии могут отличаться в зависимости от типа заготовки (она может быть слитком, кованой, непрерывнолитой или катаной), способа раскатки гильзы (в сущности, гильза может быть получена не только прошивкой, но и экструзией — продавливанием металла прессом через кольцевидную щель) и многих других параметров.
Особенности процесса снятия фаски
Для нарезки кромки на металлическом изделии используют специальные агрегаты – фаскосниматели
, различающиеся по методу нарезки на три вида (воздушно-пламенное, механическое и газокислородное оборудование).
Процесс нарезки кромки происходит следующим образом:
- При помощи зажимов фаскосниматель крепится к кромке листа или внутренней стороне металлической трубы.
- Далее выставляется необходимый угол заточки.
- При включении машины резцовая головка подводится к изделию и происходит процесс резания фаски.
- После окончания работы резец возвращается в исходное положение.
- После проведения нарезки фаски, рабочая поверхность изделия считается подготовленной к дальнейшим сварочным работам.
При нарезке фаски образуется сварочная емкость (ванна), где собирается горячий сварочный состав. Кромка с фаской имеет определенное притупление около 3-5 мм. Когда емкость заполняется сварочным составом, участок притупления проплавляется сам. Благодаря этому, достигается нужная герметичность шва и создается дополнительная надежность.
Электрические мобильные фаскосниматели
Агрегаты данного типа рассчитаны на многофункциональное использование. С их помощью можно обрабатывать как трубные кромки, так и плоские детали прямолинейной и криволинейной форм.
Одни типы стандартных устройств имеют опорную платформу в виде диска, другие агрегаты — уголок из двух пластин.
В комплектацию типового агрегата с диском входят одна или несколько фрезерных головок, рассчитанных на различные углы заточки.
У приспособлений с пластинами угол заточки изменяется методом регулировки пространственного расположения опорных элементов относительно друг друга.
Рассмотрим подробнее типичных представителей приведенных выше фаскосъемных приспособлений.

Рис. 5 Конструктивное устройство кромкореза Euroboor B45
Euroboor B45. Электрический инструмент производства Нидерланды предназначен для снятия фасок и заусенцев с заготовок из алюминия и его сплавов, стали, нержавеющей стали, латуни и пластиков.
Подходящий режим обработки для разных материалов задается регулировкой скорости вращения фрезерной головки.
Прибор позволяет регулировать глубину фаски, а также изменять угол среза путем смены трехгранных режущих пластин в рабочей головке.
Угол резки машинки Euroboor B45 задается тремя режущими пластинами с заточкой под 30°, 45°, а также для создания радиусной фаски размером R 2,5.
Примерная стоимость машинки Euroboor B45 около 770 у.е.

Рис. 6 Технические характеристики и конструкция рабочей головки Euroboor B45
Фаскосниматель ФС-22. Машина российского производства для снятия фаски шириной до 22 мм рассчитана на обработку заготовок с прямыми, изогнутыми кромками и труб диаметрами от 600 мм.
Фаскосниматель (кромкорез) предназначен для проведения быстрых и чистых операций по подготовке кромок листов и криволинейных изделий из нержавеющей, легированной и углеродистой сталей к сварке.
Прибор допускается использовать для обработки торцов после рубки или плазменной резки.
Рабочим инструментом фаскоснимателя служит фреза, оснащенная восемью быстросменными пластинами из закаленный твердосплавной стали.
Прямоугольные пластины оснащены сквозными отверстиями, через которые винтами крепятся к фрезе. Каждая из пластин имеет 4 режущих кромки, что позволяет экономно использовать ее ресурсы.
Способы нарезки кромки
В настоящее время на производстве используют два метода снятия кромки: термический и механический.
считается самой качественной, так как данный метод выполняется на специальном оборудовании – фаскоснимательных машинах (кромкорезах), фрезерных станках, кромкоскалывателях и других приспособлениях. Преимущества данного способа состоят в следующем:
- После снятия фаски изделие сохраняет свою структуру и не теряет физико-химических свойств
- Механический способ обеспечивает высокую герметичность и надежность будущих сварочных швов
- Экономия времени.
– фаска воздушно-плазменная и фаска газопламенная. Воздушно-плазменная нарезка кромок позволяет получить внешний вид фаски близкий к заводской (или механической фаске). Однако он требует идеально гладкой поверхности листа или труб под определенным углом. На многих производствах этот вид нарезки фаски является основным из-за экономичности и большой скорости обработки изделий. Выполняется на специальном плазморезательном оборудовании.
Газо-плазменная нарезка фаски
не требует особых условий выполнения и характеризуется невысокой стоимостью. Но качество среза ниже, чем при механическом способе или воздушно-пламенном. Часто такая нарезка фаски требует дополнительной механической обработки. Такой способ применяют для кустарной обработки труб бывших в употреблении. Применяя термический способ нарезки фаски (газо-плазменную и воздушно-плазменную нарезку фаски), в металлическом изделии из-за перегрева появляется участок с измененными физическими и химическими свойствами (зона термовлияния). Это негативно сказывается на герметичности и надежности будущих сварочных швов и на прочности самой конструкции.
Механическое снятие фаски сохраняет свойства изделия и не влияет на качество будущих сварочных работ. Механический способ снятия фаски
является своего рода гарантом качества обработки металлических изделий перед сварочными работами. Единственным «минусом» данного метода является высокая стоимость агрегатов и трудоемкость работ.

Фаскосниматели серии «Мангуст» для труб

Фаскосниматели для подготовки торцов стальных труб под сварку
Записки мастера по ремонту трубопроводов

Любая работа с трубами в энергетике или на объектах Ростехнадзора связана с точной и правильной стыковкой труб. Существуют ГОСТы и правила стыковки труб с учетом диаметров и толщин.В разных отраслях промышленности(Энергетика,газпром,нефтехимия) на сварку одних и тех же труб, предъявляются различные требования правил. К тому же, применение зарубежных сталей в энергетике стало проблемой для наших специалистов по сварке.
Более двадцати лет работаю мастером по ремонту.Как подрядчик, занимаюсь в разных отраслях,организацией ремонтов, заменой и монтажом различных стальных трубопроводов,- начиная от змеевиков и панелей котлов с диаметром труб от 16 мм и заканчивая водоводами до 3000 мм диаметром. Толщина стенки труб от 1 мм до 50 мм (редко, но бывают и более 50 мм).
Как и для чего торцуют трубы и готовят фаски, говорить сейчас не буду, кто читает, надеюсь в теме. Подробности о способах стыковки труб читайте в других публикациях сайта.
Технологии подготовки торцов труб (снятие фасок)
- Непосредственно при изготовлении труб, фаску снимают в заводских условиях на специальных станка. Партии труб, как правило, поставляются с фасками под приварку.
- При ремонтах оборудования на местах, фаска на отдельных участках труб(вставках) снимается на токарных станках в ремонтных мастерских.
- Профессиональные газорезчики, кромки трубы могут аккуратно срезать газовым резаком вручную.
- При отсутствии профессиональных резчиков(а их все меньше) и больших объёмах работ, торцы труб обрабатывают специальными приспособлениями с помощью газовой или плазменной резки.
- На трубах из легированных сталей,- нашими ГОСТами не рекомендуется использование газопламенной резки(но если «прижмет» то можно,только после резки- обязательно зачистить болгаркой).
Трубы из импортной легированной или нержавеющей стали
Как работает фаскосниматель для стальных труб?
Фаскосниматель, это переносной станок, где режущим инструментом является твердосплавный резец, заточенный под требуемый угол. Такие приспособления выпускают для разных диаметров и толщин труб.
Инструмент раскрепляется специальными разжимами внутри трубы, один резец, закрепленный на вращающейся головке, ровно торцует трубу, другой снимает наружную или внутреннюю фаску. Настроить и работать таким станком не сложно. Работу сможет выполнять слесарь третьего разряда.

Особенности моделей фаскосьёмных машин для подготовки труб под сварку.
Принцип работы подобных приспособлений у всех одинаковый. Различия бывают в приводах .Приводы могут быть пневматическими и электрическими.
Пневмопривод несколько легче и безопасней, но необходимость иметь на местах качественный сжатый воздух, делает его не популярным в России по сравнению с электроприводом 220 вольт.
Производители и цены на фаскосниматели.
Если ваша компания готова покупать европейские станки, то я ни чего против них не имею. Немецкие, Итальянские фирмы продают качественный инструмент и европейские инженеры и рабочие неплохо зарабатывают на нём и на нас!
Мы, с советских времен, пользовались отечественными фаскоснимателями «Мангуст». Ни чего плохого сказать не могу, инструмент на уровне мировых брэндов, правда и цены на том же уровне! Привод как правило «электрический, от шлифовальных машинок «BOSCH» (Болгарок). Когда, однажды решили поменять редуктор на такой машине, приводов на рынке не оказалось-старая модель, BOSCH такие уже не выпускает!
Наша частная фирма, с успехом опробовала китайский вариант фаскоснимателей. Основное преимущества конечно цена! Качество — не хуже европейских аналогов -гарантии -два года и расходники без проблем!
К примеру, «Мангуст» в комплекте, на трубы до 32 мм диаметром стоит около 200 т.р. Такой же китаец мы приобрели за 65 т.р. Используем и наш и китайский инструмент уже три года, китайцы даже понадежней проявили себя. Зачем же переплачивать?
Не хочется бесплатно рекламировать,но на видео неплохой фаскосниматель по нормальной цене. Поставщики,порой поднимают цены в три раза! Будьте внимательны при выборе продавца!
Если не затруднит пишите в комментариях о своих наработках и проблемах.
![]()


Соединение с вентилями, смесителями и фильтрами
В большинстве случаев соединения полипропиленовых труб с упомянутыми изделиями и приспособлениями осуществляются резьбовым способом. Если для монтажа используются накидные гайки, то герметизация в них достигается за счёт наличия внутри прокладок из резины; в противном же случае резьбовому соединению требуется дополнительная подмотка из льняной пряди с пропитками, сантехнической нити, фум-ленты, пакли и т. д.

Само осуществление резьбовых соединений потребует наличия разводного или гаечного ключа, либо набора рожковых ключей различного размера.
Перечисленный комплект инструментов является достаточным при монтаже полипропиленовых труб в домашних условиях, и если они есть под рукой, вполне можно браться за сборку домашнего водопровода собственными силами.
Применение
Свойства трубы
Чтобы понять, где могут быть использованы трубы данного стандарта — посмотрим, что они собой представляют.
- Бесшовные трубы стальные дороже в производстве, чем аналогичные сварные;
- При этом за их цену покупатель приобретает прежде всего прочность: труба не имеет самого уязвимого места — шва;
- Кроме того, максимальная толщина стенок трубы по ГОСТ 8732-78 составляет очень внушительные 75 миллиметров.
Области применения
Из особенностей трубы вытекает и ее применение: особо ответственные трубопроводы, где либо необходима экстремальная прочность, либо любая утечка обойдется слишком дорого:
- Энергетика. Бесшовные трубы нержавеющие применяют для циркуляции теплоносителя в котлах и для отвода перегретого пара к турбинам;

Энергетика — одна из областей применения бесшовных труб.

Контактирующие с атмосферным воздухом элементы гидравлических систем обычно изготавливаются из нержавеющей стали, а корпуса поршней — старая добрая бесшовная труба горячей деформации.
Источник


